The experts say “Wash your hands.“
The experts say “Don’t touch your face.”
Actually they say “Avoid touching your eyes, nose, and mouth with unwashed hands. Viruses that cause colds can enter your body this way and make you sick.”
If only playing Simple Simon with the experts calling the shots would keep us safe.
The experts say wash your hands- why don’t they suggest that you not touch contaminated surfaces in the first place?
In manufacturing, we have a thing called Root Cause Corrective Action. We try to prevent reccurrence by eliminating causes.
Basically we work on offense against causes. Not play defense against things that have already happened.
From a root cause preventive action point of view, what is one thing that you can do to reduce your risk of community acquired infections?
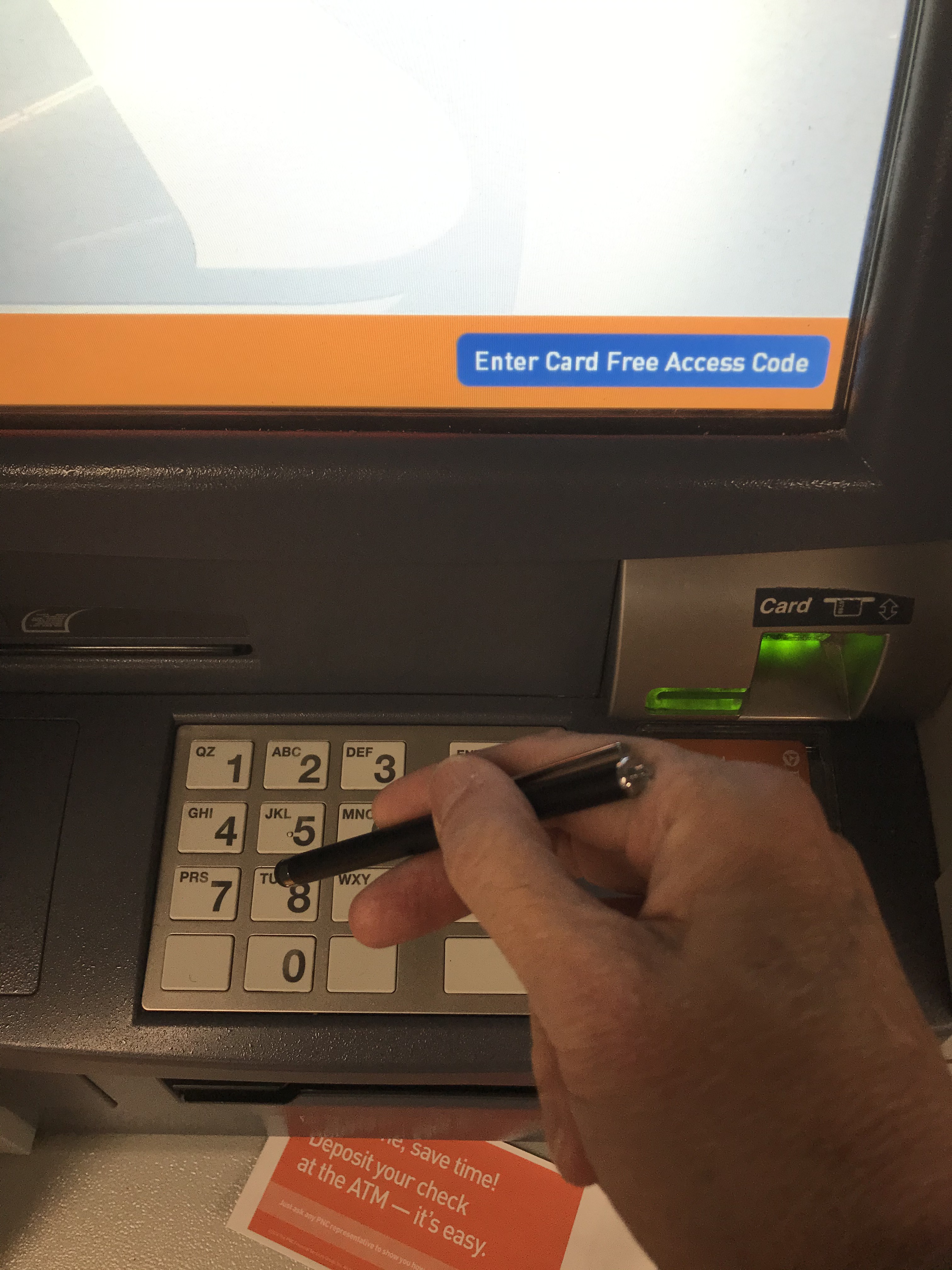
Use a stylus!

If you don’t touch the infectious contamination on the keys used by who knows how many people before you…
Do you know how many people touched those keys before you?
“Reviewing the literature on all available human and veterinary viruses within this family, encompassing 22 studies, researchers have found that the human pathogens can persist on surfaces and remain infectious at room temperature for up to nine days. “- Sciencealert corona virus on surfaces
If you knew that someone had a tissue in their hand when they used the keypad, would you not use the keypad?
(Hint, I see that happening a lot)

Go ahead and touch. Ewww…
How many keypads and touchscreens do you get to touch in a day?
I count 4 or 5 in a typical day- grocery store, pharmacy, bank counter and ATM, gas station pumps and counter, retail shops, department stores.
On non typical days, add Airline parking access gate touchscreen and airline check-in kiosk touch screens. Hundreds of people ahead of me at the airport…
Whose job is it to disinfect them?
When I asked, all I got was blank stares… though at my local Gas Station the Cashier has been doing a great job of wiping down touchscreens.
What if instead of touching all of these with your fingers and possibly acquiring infectious bacteria or viruses- what if we didn’t touch these contaminated surfaces?
What if a stylus did the touching?
Wouldn’t that keep us safer, by reducing our exposure to infectious materials with our hands?
Washing hands is fine. We get it.
But not getting our hands contaminated with infectious contaminants in the first place?
We think that that is far better than playing only defense- getting contaminated, and then washing up.
We think that using a stylus instead of your fingers on touchscreens and keypads is the one thing that you can do that will positively reduce your chance of community acquired infection.
We’re not sure why the experts don’t suggest it.
Use a stylus!
I purchased a bunch from Staples to give to my colleagues at work.

Use a stylus not your finger…
You can order them on Amazon too.

We think that using a stylus instead of your fingers on touchscreens and keypads is the one thing that you can do that will positively reduce your chance of community acquired infection.
What do you think? More importantly, what will you do?






 Posted by speakingofprecision
Posted by speakingofprecision 















{kind=link}
{kind=link}